

Furnace Oil (FO) vs Base Oil (RRBO): Which Industrial Oil Performs Better?
Introduction
Industrial fuel selection directly impacts operating cost, equipment efficiency, and environmental compliance. With industries consuming nearly 37% of global energy demand, fuel efficiency and sustainability have become critical business priorities. Rising oil prices, stricter emission norms, and growing pressure to reduce carbon footprints are pushing industries to evaluate alternative industrial oils more carefully. Among the most commonly compared options are Furnace Oil (FO) and Re-Refined Base Oil (RRBO).Furnace Oil is widely used for high-temperature industrial heating due to its strong calorific value and low upfront cost, while RRBO is gaining attention as a cleaner, more sustainable alternative produced through used-oil re-refining processes. Choosing the wrong fuel can increase maintenance costs, reduce combustion efficiency, and shorten equipment lifespan. This guide compares FO and RRBO in terms of performance, cost, emissions, maintenance, and industrial suitability to help businesses make smarter operational decisions.
Understanding Furnace Oil (FO)
Furnace Oil (FO) plays a major role in industrial heating operations because it delivers high heat output at a comparatively lower cost. Industries that rely on boilers, furnaces, thermic fluid heaters, and large-scale heating systems often choose FO for its strong combustion performance and easy availability. In energy-intensive sectors, fuel selection directly affects production efficiency, maintenance costs, and operational stability.
Key reasons industries use Furnace Oil include:
- High thermal efficiency for industrial heating
- Lower fuel cost compared to lighter petroleum fuels
- Reliable availability in industrial markets
- Strong heat generation for heavy-duty operations
For example, textile factories use FO-fired boilers to generate steam for dyeing and processing, while ceramic manufacturers use FO in kilns that require stable high temperatures for long production cycles.
What Is Furnace Oil?
Furnace Oil (FO) is a heavy industrial fuel obtained during the refining of crude oil. Refineries extract lighter products such as petrol, diesel, and kerosene first. The remaining heavier residue undergoes further processing to produce furnace oil. Industries mainly use FO in boilers, furnaces, thermic fluid heaters, and industrial burners because it produces intense and consistent heat.
FO usually contains:
- Heavy hydrocarbon compounds
- Residual carbon particles
- Sulfur compounds
- High-density fuel molecules
Industries prefer FO because it offers strong thermal performance at a lower operating cost than many lighter fuels. Standard industrial furnace oil delivers a calorific value of approximately 10,200 kcal/kg, which supports high-temperature industrial processes efficiently.
How Furnace Oil Is Produced
The production process involves several refining stages:
- Crude oil enters the refinery distillation unit.
- Lighter fuels separate first at lower temperatures.
- Heavy residual fractions remain at the bottom.
- Refineries blend and process these residues into furnace oil.
Common Industrial Grades of Furnace Oil
| Grade | Characteristics | Common Use |
| Light Furnace Oil (LFO) | Lower viscosity | Small industrial burners |
| Heavy Furnace Oil (HFO) | Thick and dense | Large furnaces and boilers |
| Low Sulfur FO | Reduced sulfur emissions | Industries following strict environmental norms |
For example, steel plants often use Heavy Furnace Oil for continuous high-temperature furnace operations, while food processing units may prefer low-sulfur variants to reduce emissions.
Key Properties of Furnace Oil
The performance of Furnace-Oil largely depends on its physical and chemical properties. These characteristics directly affect combustion efficiency, fuel consumption, maintenance requirements, and equipment lifespan. Industries select furnace oil carefully because fuel quality plays a major role in operational stability and heating performance.
Important Properties of Furnace Oil
- Calorific Value: Usually ranges between 10,000-10,500 kcal/kg and provides strong heat energy for industrial operations.
- Viscosity: Medium to high viscosity affects fuel flow, atomization, and burner efficiency.
- Sulfur Content: Typically ranges from 1%-4% and influences emissions, corrosion, and maintenance frequency.
- Flash Point: Around 66°C, which improves fuel handling and storage safety.
High Calorific Value
Furnace Oil delivers excellent heat output, making it suitable for industries that require continuous high-temperature operations. Cement plants, textile units, steel industries, and ceramic factories depend on this high energy generation to maintain uninterrupted production processes.
Viscosity Characteristics
FO generally has higher viscosity than lighter fuels such as diesel. Industries often preheat furnace oil before combustion to improve atomization and ensure smooth burner performance. Proper viscosity control helps reduce incomplete combustion, smoke formation, and fuel wastage.
Sulfur Content
Sulfur content directly affects environmental emissions and equipment condition. High-sulfur furnace oil can increase soot buildup, corrosion, and maintenance costs. Many industries now prefer low-sulfur FO to comply with stricter environmental regulations and improve combustion cleanliness.
Combustion Efficiency
Efficient combustion improves heat transfer and reduces fuel consumption. Burner design, air-fuel ratio, and fuel quality significantly influence thermal efficiency. Proper combustion management also minimizes carbon deposits inside industrial boilers and furnaces.
Common Industrial Applications of Furnace Oil
Furnace Oil supports a wide range of industrial heating applications because it produces stable and high-temperature combustion. Industries that require continuous thermal energy often depend on FO to maintain productivity and reduce fuel expenses.
Boilers
Many manufacturing plants use FO-fired boilers to generate steam for production processes. Textile factories, food processing plants, and paper mills rely heavily on steam generation for daily operations.
Furnaces
Steel, glass, and ceramic industries use furnace oil in industrial furnaces that require intense and uninterrupted heat. FO helps maintain temperatures above 1,000°C in several heavy manufacturing processes.
Thermic Fluid Heaters
Industries use FO in thermic fluid heating systems for indirect heat transfer applications. Chemical plants and pharmaceutical units commonly use these systems because they provide precise temperature control.
Power Plants
Several captive power plants use furnace oil during startup operations or as backup fuel. FO supports stable energy generation when primary fuel supplies fluctuate.
Manufacturing Industries
FO plays a major role across industries such as:
- Cement manufacturing
- Chemical processing
- Textile production
- Rubber industries
- Engineering units
For example, ceramic manufacturers use furnace oil-fired kilns for tile and sanitaryware production, while chemical industries use FO-based heaters for reactor temperature maintenance. Its strong heat output and cost efficiency make FO one of the most widely used industrial heating fuels worldwide.
Understanding Base Oil (RRBO)

Re-Refined Base Oil (RRBO) has become a popular industrial oil solution because industries now focus heavily on sustainability, waste reduction, and operational cost control. RRBO comes from used lubricating oil that undergoes advanced refining and purification processes to restore its original performance characteristics. Instead of disposing of waste oil, industries can recycle and reuse it efficiently through re-refining technologies.
Globally, millions of liters of used oil get discarded every year, and improper disposal creates serious environmental risks. RRBO helps solve this problem by converting waste oil into reusable industrial-grade oil with stable viscosity and improved purity. Many industries now use RRBO in lubricants, hydraulic oils, metalworking fluids, and certain industrial heating applications.
Key reasons industries choose RRBO include:
- Lower environmental impact
- Reduced dependency on crude oil
- Cost-effective industrial oil solution
- Better waste oil management
- Improved sustainability compliance
For example, automotive workshops collect used engine oil, which re-refining plants process into reusable base oil for industrial lubricants. Manufacturing industries also prefer RRBO because it reduces carbon footprint while maintaining operational performance. As industries adopt greener practices, RRBO continues to gain importance as a sustainable industrial oil alternative.
What Is Re-Refined Base Oil (RRBO)?
Re-Refined Base Oil (RRBO) is a high-quality industrial oil produced by recycling and refining used lubricating oil. Instead of treating waste oil as disposable material, re-refining plants remove contaminants, sludge, water, heavy metals, and degraded additives to create reusable base oil suitable for industrial applications.
The re-refining process restores the oil’s functional properties and helps industries reduce environmental waste. Modern re-refining technologies can recover nearly 70–85% of usable base oil from collected waste lubricants, making RRBO both economical and sustainable.
How Used Oil Becomes RRBO
The process usually includes:
- Collection of used industrial and automotive oil
- Removal of water and solid impurities
- Vacuum distillation to separate oil fractions
- Hydro-treatment for purification
- Final quality testing and blending
For example, used hydraulic oil from factories can undergo re-refining and return as industrial-grade lubricant base oil for machinery applications.
Difference Between Virgin Base Oil and RRBO
| Factor | Virgin Base Oil | RRBO |
| Source | Crude oil refining | Recycled used oil |
| Environmental Impact | Higher | Lower |
| Production Cost | Higher | More economical |
| Sustainability | Limited | Eco-friendly |
| Resource Usage | Consumes new crude oil | Reuses existing oil |
Many industries now compare RRBO with virgin oil because modern re-refining processes produce high-performance oil while significantly reducing waste generation and environmental pollution.
RRBO Manufacturing Process
RRBO manufacturing involves multiple refining stages that transform contaminated waste oil into reusable industrial-grade base oil. Advanced re-refining plants use filtration, vacuum technology, and hydro-treatment systems to restore oil quality and remove harmful impurities.
Used Oil Collection
Industries, garages, and machinery workshops collect waste lubricants and send them to authorized recycling facilities. Proper collection prevents environmental contamination.
Filtration and Dehydration
Technicians remove water, dirt, metal particles, and sludge through filtration and heating systems. This step improves oil purity before further processing.
Vacuum Distillation
Refining plants use vacuum distillation to separate usable oil components without damaging the molecular structure of the oil.
Hydro-Treatment and Purification
Hydrogen treatment removes sulfur compounds, oxidation products, and unwanted chemicals. This stage significantly improves oil quality and color.
Quality Testing
Laboratories test viscosity, flash point, density, and impurity levels to ensure the final RRBO meets industrial performance standards.
Key Properties of RRBO
RRBO offers several performance advantages that make it suitable for industrial lubrication and selected heating applications. Modern re-refining technologies improve oil quality significantly, allowing industries to achieve cost savings and sustainability goals without sacrificing operational performance.
Improved Lubrication Properties
RRBO provides reliable lubrication performance for industrial machinery, hydraulic systems, and metalworking equipment. Properly refined RRBO reduces friction, minimizes wear, and improves equipment lifespan.
For example, manufacturing plants use RRBO-based lubricants in compressors and hydraulic machines to maintain smooth operation and reduce downtime.
Reduced Impurities
Advanced purification systems remove:
- Water content
- Heavy metals
- Carbon residues
- Oxidation compounds
- Sludge particles
Lower impurity levels improve oil cleanliness and reduce maintenance frequency in industrial equipment.
Furnace Oil (FO) vs Base Oil (RRBO): Major Differences
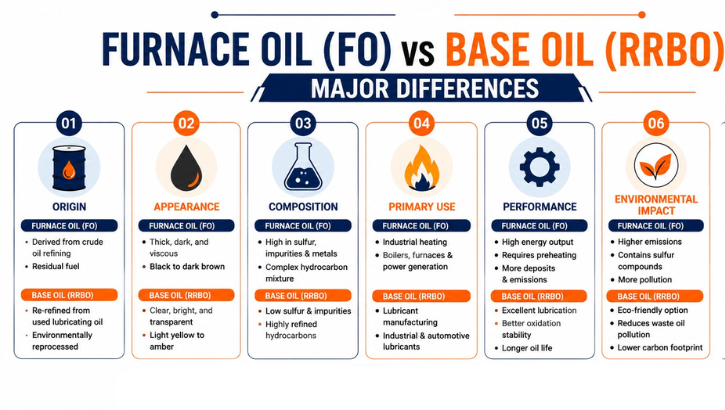
Furnace Oil (FO) and Re-Refined Base Oil (RRBO) serve different industrial purposes, even though both support heavy industrial operations. FO mainly functions as a heating fuel, while RRBO works primarily as a recycled lubricant base oil with some industrial heating applications. Industries compare these oils based on performance, operating cost, emissions, and maintenance impact.
Key differences between FO and RRBO include:
- Composition: FO comes from crude oil residue, while RRBO comes from recycled used oil.
- Primary Use: FO supports boilers and furnaces; RRBO supports lubrication and sustainable oil reuse.
- Calorific Value: FO generally produces higher heat output.
- Environmental Impact: RRBO creates lower environmental waste and supports recycling initiatives.
For example, steel plants often use FO for high-temperature furnaces, while manufacturing industries use RRBO-based lubricants to reduce machinery wear and operational costs.
Viscosity and Flow Characteristics
Viscosity plays a critical role in industrial fuel performance because it directly affects fuel flow, atomization, combustion quality, and burner efficiency. Furnace-Oil usually has higher viscosity than RRBO, which makes fuel handling more challenging in industrial heating systems.
FO often requires preheating before combustion. Higher viscosity makes the fuel thicker, reducing smooth flow through pipelines and burner nozzles. Industries install fuel heaters to improve atomization and maintain stable combustion.
Impact of High Viscosity in Furnace Oil
- Slower fuel flow through pipelines
- Increased pumping energy requirements
- Poor atomization if preheating fails
- Higher carbon deposit formation
For example, textile factories using FO-fired boilers often preheat the fuel to improve spray quality and heat efficiency.
RRBO generally offers more stable viscosity characteristics because re-refining removes sludge, contaminants, and degraded particles. Stable viscosity improves lubricant circulation and reduces mechanical stress in industrial equipment.
Advantages of Stable RRBO Viscosity
- Smoother machinery lubrication
- Better temperature stability
- Reduced equipment wear
- Improved operational consistency
Industries using hydraulic systems and compressors benefit from RRBO because consistent oil flow protects moving components more effectively. Proper viscosity control also improves fuel handling efficiency and reduces operational interruptions in industrial plants.
Difference in Composition
The composition of Furnace-Oil (FO) and Re-Refined Base Oil (RRBO) creates the biggest difference in their industrial performance and applications. FO mainly consists of heavy residual hydrocarbons left after crude oil refining, while RRBO comes from purified and recycled used lubricating oil.
Furnace Oil contains:
- Heavy hydrocarbon molecules
- Residual carbon compounds
- Higher sulfur content
- Dense fuel particles
Because FO comes from the bottom fractions of crude oil distillation, it usually appears thicker and darker than lighter fuels. Its dense composition helps generate strong heat energy for industrial furnaces and boilers.
RRBO contains:
- Recovered lubricating oil fractions
- Purified hydrocarbon chains
- Reduced contaminants
- Lower sludge content
Modern re-refining technologies remove water, oxidation residues, heavy metals, and degraded additives from used oil. Studies show that re-refining can recover nearly 70-85% of usable oil from waste lubricants, making RRBO a more sustainable industrial option.
For example, steel plants prefer FO because its heavy composition supports continuous high-temperature heating, while manufacturing industries use RRBO-based lubricants in hydraulic systems and compressors to reduce machinery friction. The difference in composition directly influences combustion quality, lubrication performance, maintenance needs, and environmental impact.
Calorific Value Comparison
Calorific value measures the amount of heat energy a fuel produces during combustion. Industries compare FO and RRBO carefully because heat output directly affects fuel efficiency, production speed, and operating costs.
Furnace Oil generally delivers a higher calorific value than RRBO. Most industrial-grade FO produces around 10,000-10,500 kcal/kg of heat energy, making it highly suitable for heavy industrial heating applications such as boilers, kilns, and furnaces.
Why FO Delivers Higher Heat Output
- Dense hydrocarbon composition
- Higher carbon content
- Strong combustion intensity
- Suitable for continuous high-temperature operations
For example, cement plants and steel factories prefer FO because their furnaces require extremely high and stable heat for uninterrupted production.
RRBO Heating Performance
RRBO can still support selected industrial heating systems where moderate combustion performance works effectively. Cleaner refining processes also help improve combustion consistency and reduce smoke formation.
Industries comparing fuel efficiency often evaluate:
- Heat generation capacity
- Fuel consumption rate
- Burner efficiency
- Maintenance cost
Although FO provides stronger thermal performance, RRBO offers better sustainability and lower environmental impact, making it attractive for industries balancing efficiency with eco-friendly operations.
Conclusion
Choosing between Furnace Oil (FO) and Re-Refined Base Oil (RRBO) depends entirely on your industrial requirements, operational priorities, and sustainability goals. Furnace-Oil continues to remain a strong choice for industries that require intense and continuous heat generation. Its high calorific value and cost-effective heating performance make it ideal for boilers, furnaces, thermic fluid heaters, and heavy manufacturing operations. On the other hand, RRBO offers a more sustainable and environmentally responsible solution. Its lower environmental impact, reduced impurities, and ability to recycle waste oil make it highly valuable for industries focusing on long-term sustainability, reduced carbon emissions, and efficient lubricant performance.
FAQs
1.What is the difference between Furnace Oil and RRBO?
Furnace Oil is a heating fuel, while RRBO is a recycled base oil primarily used for lubrication and sustainable industrial applications.
2.Which industrial oil has a higher calorific value?
Furnace Oil generally has a higher calorific value, making it better suited for high-temperature heating operations.
3.Is RRBO environmentally friendly?
Yes, RRBO is environmentally friendly because it recycles used oil and reduces waste and crude oil consumption.
4.Can RRBO replace furnace-oil in boilers?
RRBO can replace furnace-oil in some applications, but suitability depends on boiler design and operating requirements.
5.Which oil requires less maintenance?
RRBO typically requires less maintenance due to its lower impurity and sludge content.
6.Is furnace oil cheaper than RRBO?
Furnace Oil often has a lower initial cost, but long-term expenses may vary based on maintenance and efficiency.
7.Which oil produces lower emissions?
RRBO generally produces lower emissions because it contains fewer contaminants and impurities.
8.What industries commonly use furnace oil?
Industries such as cement, steel, textiles, chemicals, ceramics, and paper manufacturing commonly use furnace oil.
9.What are the advantages of re-refined base oil?
RRBO offers sustainability, reduced waste, stable performance, and lower dependence on virgin crude oil.
10.How do I choose the best industrial oil for my business?
Choose industrial oil based on equipment requirements, fuel efficiency, environmental regulations, and operating costs.